
Work on this project started after the completion of the original Alpha#2 about late 2018.
Based on the time it took me to get the Alpha#2 complete, this project will take ages too (yes, three years).
I was so enthused by working on this Alpha#2 engine that I wanted one of my own, one that could be raced in BHR, one that could be risked at my expense.
New crankcases were made in modern alloy with additional meat inside to give a close fit for the smaller RD_Yamaha crankshaft.
A Greeves 1959 scrambles chassis was available, and used in the day by Alpha Bearings for the prototype single, so all good to go!
What could possibly go wrong?
You know the answer to that one - lots!
Next test: will it do 120mph on the rolling road or a more gentile 115 or even a lethargic 110mph
If I have guessed correctly then my porting should be better than original
The Alpha#2 did 105mph in 3rd gear (out of 5, but very overgeared) with original porting
My 32A Villiers did 108 regular to beat most on the track 30 years ago.
Official tests by Alpha works rider Don Wolfindale gave 115 mph (1966) and 118 (1967)
Fred Launchbury had Alpha Centuri in DMW frame for 1967 TT which showed 122 mph past the Highlander pub.

Suzuki GT750 brake fully functional
Bike far left is Centuri#1, burned in NMM fire and now restored


Desperately unhappy with twin 6" 1LS brake performance, managed to buy Suzuki GT750 4LS brake
Left: It is a tight squeeze but it is there, using spare fork arm.
Right:Installed into forks, just needs cables


Left: the calm before the storm and Right: the storm has arrived.
Engine tested to 8000 rpm over and over again, some prolonged bursts
If it was going to seize, it would have done it by now
Fuel pipe up side of carb shows fuel level under load
Strobe to check timing and timing stability


Looks complete, but some wiring and cables yet to be attached.
For the first time one can now see what it will truely look like.
Fitted nose-cone, rear number plates, carb with dogleg manifold, front mudguard.
Now in final preparations for rolling road testing.

Most parts back from painting and are being assembled.
Shod with track compound Avon AM22/AM26 and Regina chain
April 2021 - Fired first time!! Yipee!!!
Saturday April 24th 2021 at 12noon, the RDA is born, runs quite nicely, but a few problems to be sure.
Not least that the 3 foot head of fuel I had was more than the Matchbox float could hold back
so it was lightly flooding all the time, sounded rich, but on first startup that is a plus for me.
Started much more easily than the Alpha#2 mostly due to the carb lesser downdraft
I ran it for 4 to 5 mins and up to 7000 rpm, and it seemed very happy. So too am I.
The bike is due to be stripped for more welding/brazing and all the cycle parts to be painted with 2pack
March 2021
I had one can of paint mixed to try colour match to Alpha#2, this is the result
You have to imagine the rest of the forks, hubs, and front mudguard the powder sky-blue
Frame and engine plates will be black excepting the alloy beam section of frame
A blue eye-line is required between tank and seat to match Alpha#2
Alloy footrest plates need cutting to shape
Rear brake linkage and gear change working but under review, DellOrto carb fitted
Wire up the PVL ignition, and next stop starting rollers


Left: Now with bought cafe racer seat, sitting on cross bars and rubber mounted
Still need to fill in gap between seat and tank, and provide for the colour eye-line I wanted
Showing off my homemade twin-pull front brake lever
Working on rev counter mount, and front mudguard with mountings


Left: Pipes are fixed, back wheel splash guard fitted, rear chain hand gusrd fitted, working on footrests.
Playing with tank and seat prototype, temporary primary cover.
My thought is to have a sky-blue paint line on tank, down along the seat base, along seat to rear hump to mimic original Alpha fibreglass tank-seat unit.
See the inset for the original Alpha Centuri as rebuilt.
Right: prototype footrests fitted



Left: Front forks have a brace and tapered head bearings
Centre: Front brake linings need a light skim down to 6.0" to get into drum, in a 4jaw chuck to get perfectly onto a PCD, and hole punched in "middle" of brake plate is not in middle!
Right: Twin single leading shoe front brake



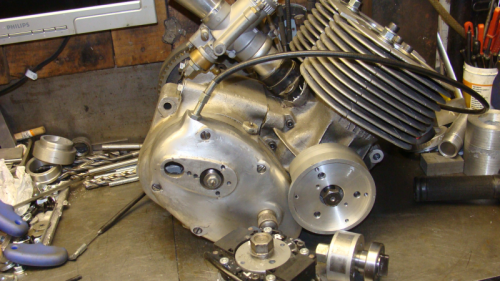
Left: Engine loosely in 1959 Greeves scrambles frame (as used for RAS Silverstones)
Centre: Standard Yamaha LC250 pipes fit remarkably well, note 40mm square tube to act as lower frame cradle
Right: Frame has double sided 6" brake, engine awaits front engine plates, and tapered roller head bearings.



Left: 10TT9 carb refitted but needs dogleg adaptor to reduce downdraft
Centre: Home-made head gaskets
Right: Engine about to be sealed, TDC volume is 12.5cc


Left: Dual spark PVL ignition driven by tang into slot in crankshaft
Centre: Initial start will be standard fitment DelOrto carb, 29mm choke. 1400 main jet
Right: and hoping to use Amal 10TT9 modified to work like a Gardner, to be connected direct to fuel system



Centre: Crankcases and baseplate from top, almost complete
Right: And finally, a milestone, engine complete and under powered test with a little WD40.
Friction levels originally gauged by turning with cordless power drill with friction control.
Without valves driven, friction levels are negligable, several days ago the friction with valves was 15+
Hours with shims at 0.25 and 0.50mm later, and friction is 10+, more measurement and more hours ...
When I got to be able to turn/spin it with friction set at 7, I thought "good enough" for now



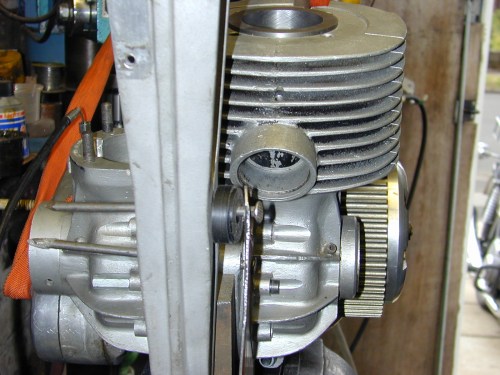
Left: a little difficult to visualise, view from piston down to duct controlled by disc-valve
Centre: Same duct from the side, as seen through barrel plate
Right: Exhaust stub, both ID and OD need adjustment, hence OD shim, new stubs to be made from thicker tube or solid
Final work ongoing



Crankcase transfer ducts are mostly complete, tedious dremmel and hand finishing to come, hours of fun!
Finish needs to be as 200 grit for best gas flow
Effort invested since March lockdown about 750 hours over 24 weeks. Would never have happened without lockdown!






Here is trial assembly with dummy bearings to get side-to-side shimming right
Next step is to complete assembly with disk valves keyed to crankshaft, and set valve timing



Last chassis work before returning to detailed engine build
Can the pipes be pulled in to maximum clearance, yes, with cutting and welding, but not until after rolling road tests
Front forks will have tapered roller bearings, see front stand bobbins and linkages for twin sided front 6" brakes



Lean angle at 40 degrees and clearance is over 1" without rider, rubber mountings may pull pipes in further
How much it scrapes in action remains to be seen



Inserts into barrel now bridge the angled gap between cylinder and pipe



Well, my guess was better than I hoped, they fit really well, not much cut-n-tuck to do here
Front engine plate may need to be stepped to give exhaust more room
Delay with engine plates while I wait for ordered 4mm electric steel plate cutters
... and my TIG welder is broken!


Looking ahead to engine plates, ground clearance and chain line need to correct.
Left: More an artist's impression of what will be, it does fit, and I can get the heads off without taking engine out of frame,
Centre: Exhausts will be either side of frame down spar, conveniently just less wide than the exhaust separation.
Right: With frame clamped in same attitude as on track, engine/gearbox top surface pretty much level, no obvious problems yet, can't last.
Engine held by straps, engine plates (too thin 1.5mm steel) by nails



Traditional tang driven shaft with PVL rotor on taper
Sparks from PVL twin spark unit (which used to power the Centuri rebuild)
Prototype drive shaft has hole to allow cranks to be split without removing TS crank web. Threaded to permit plugging. This feature may not be in first "production" crank build, but if I have to pull crank apart more than once I will change my mind.



I tried to make one, not very successful, so here is the purchased one that works well!
Barrel liner top lip (by design) too thick, now it needs to be trimmed to get exhaust port height finalised
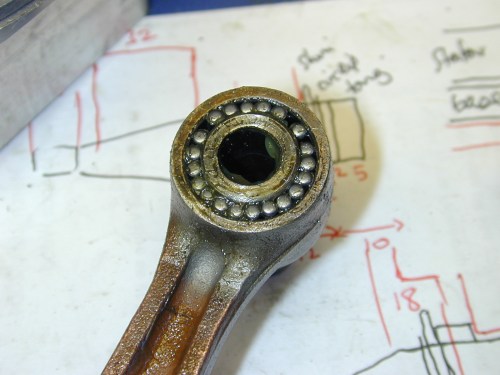


Left: 20mm rod eye with 15mm pin using 2.5mm rollers
Centre: 22mm rod eye with 16mm pin using 3.0mm rollers. Hardened steel washers to protect pistons from needle ends
Right: two rods already shown together with standard caged 2mm rollers (20mm rod eye with 16mm pin) for comparison.



Pin is 16mm, height is 20, pin offset (to avoid rear port), exhaust lubrication holes
I liked the KMX125 pistons but they are for chrome bores only. Shame.
Suzuki RM125 pistons are nice, pin is 14mm so 3mm rollers required for 20 rod eye required, hence experiments with rollers below. These are the pistons fitted to the restored Alpha Centuri above, using crowded roller small ends in original Alpha rods which were honed out to suit.



Centre assembly nearly complete, does not turn like oiled-silk yet, still a bit tight.
Inlet timing IO=154 BTDC IC=26 ATDC total 180 degrees, max allowed for two cylinders from one inlet tract
Compare this with 190 degrees for Suzuki RG, 200 for Kawasaki KR250, and 229 for modern racing Aprilia, and Walter Kaden (Mr Original 2Stroke) 215 degrees in 1965 - surely an inspiration for the Cutler brothers if they knew that then, but I doubt that they did as that information would surely have been a secret.






Carburation will be by DelOrto or Amal Mk2 or Mukini (all with 1400 main jets), or possibly 10TT9 with Gardner style flat needle connected direct to fuel tank



Centre: Boring the tapered inlet tract
Right: makeshift tapered reamer using hand reamer with blades reversed



These bearings provide for easy assembly, hold the crank well, I plan to hold crank with 2 thou of compression.



Same twin spark PVL for Yamaha twin, new casing
On the timing side the fit is tight.



Another check to see if all is as it should be, thicker base plate to match longer con rods. It was immediately obvious that the crank will not turn over as the con rod fouls the crankcase mouth, not unexpected.
Disc-valve pack assembled to dummy crank, seems ok and I have the choice of a 2mm carbon fibre disc (black) or a 1mm nylon disc (white) with steel as a reserve, and of course I can make some more from any material I like
Crankcases slimmed again on drive side, and test if the drive pulleys line up.






Also being considered are mods to give this engine a 5 bearing crankshaft by putting bearings into the disc-valve covers.
Here is a home-made bearing on the left, loose crowded rollers in good Villiers tradition, on the right is a purchased 62x40 bearing slimmed until the tool did not quite touch in inner roller cage.



Here are the crankcases ready to be machined some more.
Time for a mockup of what it will become.



This is the point at which some kind of hours recording started, previous investment in the RDAlpha was probably 100 hours
The results were as good as I could have wished for, no major mistakes.
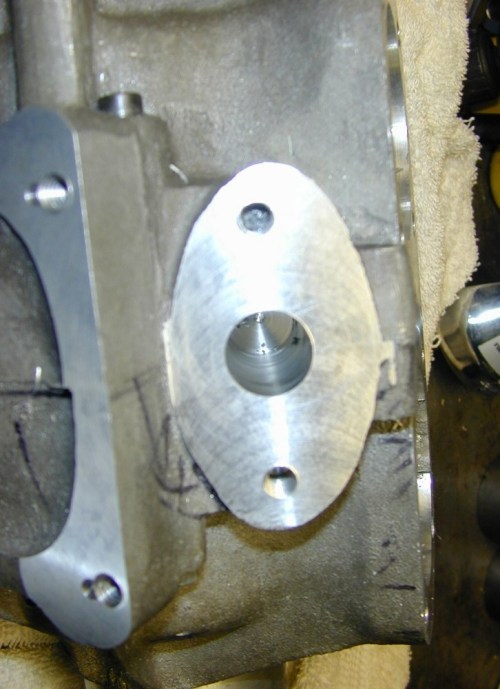
The barrel spigot cut impinged into the top of the disc valve covers and this will give me a datum TDC location. The marker lines are the transfer port cutouts.
Now we will find out how good my CAD work was. Using a rotary table on my lathe/miller combination I cut a trapezoidal shape which is the port for the disc valves.
What you see is unfinished, correct size to within a few thou, but now needs a finishing cut. The inlet tract is spot-on(ish).


The crankcases were machined to bearing size and a ground mandrel made to hold them tight, then the barrel surface was cut the best we could judge and this became the datum. Barrel spigot holes were machined using the CNC functions. Carb face and gearbox mounting face cut flat based on degree rotation from barrel face. With fingers crossed, we drilled a 19mm hole down into the carb inlet and down into the disc valve carrier. I had drawn it up with CAD, had angles and measurements that I was happy with, but still I had my fingers crossed. In the end you just have to do it.



See here the disc-valve and a carrier sitting against the cover plate with the oil seal in place, against this go the centre bearing and the other carrier. The carriers are marked out with pilot holes by the CNC so that I can control the valve cutouts and vernier location holes with the keyway slot.






Now the crankcases are somewhat machined inside, enough to accept the centre discs, and the through bolt holes. The three centre discs are outline machined so that the crankcases can be bolted up and machined as a unit. This work requires the barrel surface to be created and the barrel liner holes inserted. Then the crankcases are turned over to machine the inlet manifold flange, and bore down to create the induction tract. Finally, the gearbox mounting surface machined and through bolt holes created. Yes, the factory drawing is wrong! Holes machines out of position by 1/16". Does not match the Albion gearbox. Doh!